

產品列表
PROUCTS LIST
相關(guān)新聞
NEWS
灌裝(zhuāng)機")
漱口水泡罩包(bāo)裝機液體(tǐ)次拋果凍杯灌裝機
更新時間:2021-06-10
產品型號:DPP-260
產品報價:
產品特點:漱口水(shuǐ)泡罩包裝機(jī)液體次拋果凍杯灌裝機平板式自動泡罩包裝機注意事項:1、請您在操作(zuò)使用前,先認真閱(yuè)讀此說 明書。以防操作有誤,損壞機器。 2、安裝前要檢查地麵水平度是否平衡。 3、應按接地標牌位置接入地(dì)線。 4、專職(zhí)人員培訓操作、維護。 5、機器應保持整潔。
DPP-260漱口水泡罩包裝機(jī)液體次拋果凍杯灌(guàn)裝機(jī)的詳細資料:
漱口水(shuǐ)泡罩包裝機液體次拋果凍杯灌(guàn)裝機








漱口水泡罩包裝機液體次拋果凍杯灌裝機工作流程:
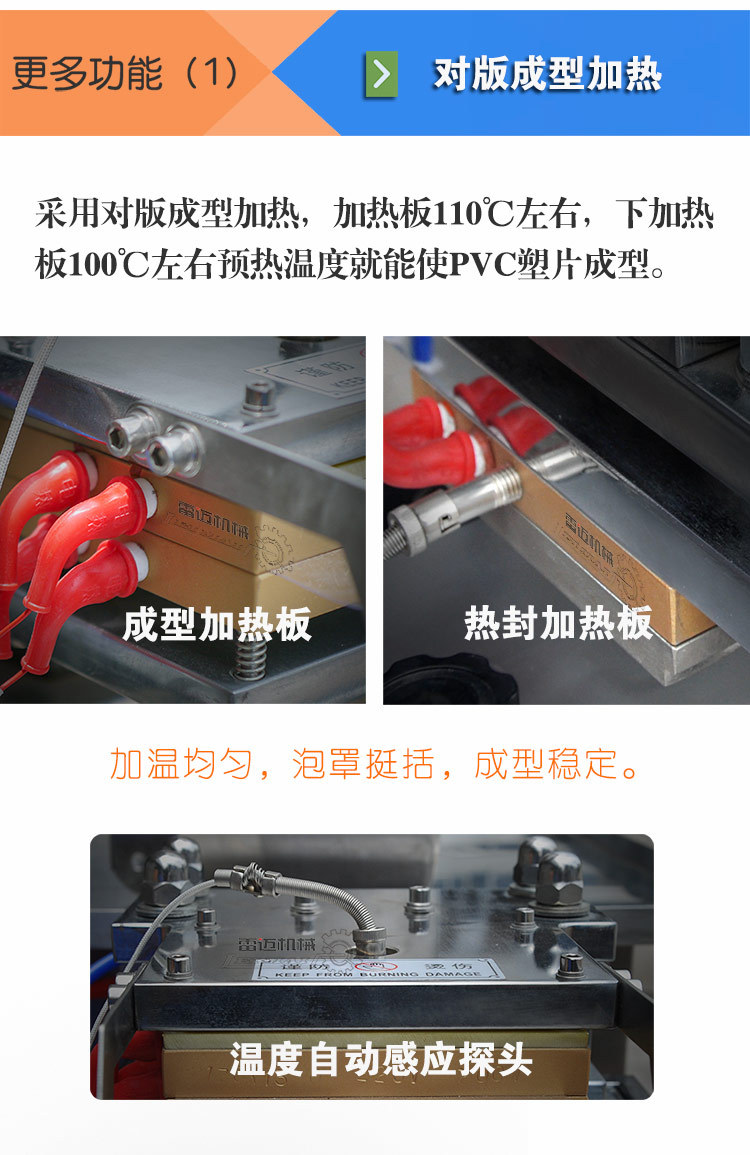
1、成型(上下加熱)
2、熱封(上加熱)
3、打碼
4、壓(yā)痕(可微量加熱)
5、切刀
6、成型輸出成品
泡騰片包裝機-平板(bǎn)泡罩包裝(zhuāng)機-膠囊包裝機-藥片鋁塑泡罩包裝機性能特點:
1、鋁塑泡罩(zhào)包裝機采(cǎi)用國內新型的大功率傳動機構,由排鏈帶動(dòng)主傳動軸,免除了其它齒輪傳動的誤差和噪音。
2、電器采(cǎi)用進口控製係統,便可按照客戶(hù)要求,配置缺料漏補裝置和缺粒檢測剔除裝置。
3、整機采用分段(duàn)組(zǔ)合:PVC成形、加料、熱封為一段(duàn),熱帶鋁(lǚ)冷成(chéng)形、熱封、衝(chōng)裁為(wéi)一段可(kě)進行分體(tǐ)包裝。
4、采用光電控製係統,PVC、PTP、硬鋁包裝自動送料、廢邊自動衝切裝置,確保超長距離(lí)多(duō)工(gōng)位同步穩定性。
5、可另配光電檢(jiǎn)測校正(zhèng)裝置,配進(jìn)口步進電(diàn)機牽引,圖文對版印刷包裝,優化包裝物檔次。
6、本機適(shì)用:膠囊、素片、糖衣、膠丸、針劑、異形等以及醫療器、輕化食品、電子元件(jiàn)泡罩密封包裝。
泡騰片包裝機-平板泡罩包裝(zhuāng)機-膠囊(náng)包裝機-藥片鋁塑泡罩包裝機詳細介紹:





漱口水泡(pào)罩包裝機液體次拋灌裝(zhuāng)機泡騰片(piàn)包裝機(jī)-平板泡罩包裝機-膠囊包裝機-藥片(piàn)鋁塑泡罩包(bāo)裝機操作程序:
1、開電綠指示燈亮,成形上下(xià)與熱封二隻加熱開關分別開(kāi)啟運(yùn)作位置。溫控儀控製成形溫度,一般分別(bié)預置100oC,第二隻溫(wēn)控儀控熱(rè)封(fēng),溫度預置(zhì)130oC~140oC。上(shàng)下(xià)成型與熱封溫控儀預置溫度;具體酌情而定。
2、放下起引料輥上壓塊,成型(xíng)加熱板溫度到位,再開主機,塑料PVC先成型,成型泡眼與熱封模具孔位符合,注(zhù)意熱封模座汽缸放下熱封模壓住鋁箔,鋁箔會帶動到衝截。
觀察塑料(指機板(bǎn)麵已成新PVC)行走是否左右偏移。如果有偏向應調整起引壓輥座調動引方(fāng)向。
3、如果鋁箔(bó)左右偏動,可(kě)調轉節輥座手輪調正。如果前(qián)後偏差可調箱體移動。
4、熱(rè)封衝載正常後適(shì)度打(dǎ)開加料器(qì)開關(guān)與閘板,使(shǐ)藥品(片劑膠(jiāo)囊、糧衣(yī))適量進入加料室,如有(yǒu)小(xiǎo)量缸料可(kě)人工補(bǔ)填,如有藥物被帶進熱封模具(jù)時,會嚴重影響同步(bù),應此在鋁箔封合時粘模具上,要停機處理。
5、由於增加藥品重量,鋁箔拉力及機器溫度逐步變化程度不等,可能(néng)產生成型和熱封不同步現象,超(chāo)前或(huò)滯後,先(xiān)檢(jiǎn)查塑料PVC和鋁箔(bó)有否陰隔,然後可用機上(shàng)微調機構調整。微(wēi)調機構(gòu)在模(mó)具向後,因其調整距(jù)離或箱體前後調整。所以在開機前應放在中位位置,才可向前後移動,也可(kě)用前箱體移動調節,正(zhèng)確移(yí)動後,版塊要等走完十(shí)幾版後才正確,所以在未走完時,不要亂調來調去。
6、塑料、鋁(lǚ)箔的熱封質量(粘合均勻牢固平(píng)正)由溫度或壓力,網紋板平正度來證見,如果出(chū)現熱封不良,一般宜溫度,壓力(lì)稍低,調節器正溫度,最後調整螺冊壓力。
7、衝裁偏位,裁下用版式偏移(yí),。停機將手調箱體移動,已可以調模移位。
8、在日常操作知識(shí)、對於操作工作必(bì)須懂知該機結構原理,由凸輪傳動頂杆座的滾輪,
上下行程,上蓋模板位置固定死,出現泡罩不良狀態(tài),注意下成形模或熱封到上止點,固定緊立柱螺母,不注意的話容易出故障,頂杆壓的滾輪滾針咬死現象,排作方法圖。
漱口水泡罩包裝機液體次拋灌裝機平板式自動泡罩包(bāo)裝機(jī)注意事項:
1、請您在操作使用前,先認真閱讀此說 明書。以防操作有(yǒu)誤,損壞機器。
2、安裝前要檢查地麵水平度是否(fǒu)平衡。
3、應按接地標(biāo)牌位置接入地線。
4、專職人員培訓操作、維護。
5、機器應保(bǎo)持整(zhěng)潔。
6、機器(qì)生產前各部位必須加(jiā)油(yóu)(參操做條文(wén))
7、機(jī)器出廠時傳(chuán)動(dòng)箱表(biǎo)帶潤滑油,生產前必須加油。
8、提議本機最好采用無油(yóu)空壓機。
9、成型、熱封、壓痕等部位壓力均不宜過大,否則影響使用壽命。成形、壓痕之型墊轉應留有一毫米左右浮動餘地。
10、機器工作運行(háng)時,嚴禁(jìn)用手觸摸(mō)運行(háng)部件(特別是縱封、橫封加熱部位),確保人身和機器安全。

| 如果你對DPP-260漱口水泡罩包裝(zhuāng)機液體次(cì)拋果凍杯灌裝機感興趣,想了解更詳細的產品信息,填寫下表直接與廠家(jiā)聯係: |
